

 | Обратная связь
| Обратная связьРассылка
Для того, чтобы получать уведомления о новых номерах журнала, оставьте свой E-mail адрес.
Усовершенствование технологии изготовления древесно-наполненных композиционных материалов
Исследована возможность повышения эксплуатационных характеристик композиционного материала путем обработки древесного наполнителя методом термомодификации. Выявлены рациональные температурные режимы термической обработки древесного наполнителя.
Ключевые слова: композит, древесина, отходы
The possibility of improving the performance of the composite material by treatment with wood filler method termomodifikatsii. Revealed reasonable temperature regimes of heat treatment of wood filler.
Keywords: composition, wood, wastes
Одной из наиболее острых экологических проблем в настоящее время является загрязнение окружающей природной среды отходами производства и потребления [1]. Рациональное решение данной проблемы зависит от ряда факторов: вещественного состава отходов, их агрегатного состояния, количества, технологических особенностей и т.д. Наиболее эффективным решением проблемы промышленных отходов является внедрение безотходной технологии. Создание безотходных производств осуществляется за счет принципиального изменения технологических процессов и разработки систем с замкнутым циклом, обеспечивающих многократное использование сырья. При комплексном использовании сырьевых материалов промышленные отходы одних производств являются исходными сырьевыми материалами других. Важность комплексного использования сырьевых материалов можно рассматривать в нескольких аспектах. Во-первых, утилизация отходов позволяет решить задачи охраны окружающей среды. Во-вторых, отходы в значительной степени покрывают потребность ряда перерабатывающих отраслей в сырье. В-третьих, при комплексном использовании сырья снижаются удельные капитальные затраты на единицу продукции и уменьшается срок их окупаемости.
Из отраслей-потребителей промышленных отходов наиболее емкой является промышленность строительных материалов. Установлено, что использование промышленных отходов позволяет покрыть до 40% потребности строительства в сырьевых ресурсах. Применение промышленных отходов позволяет на 10 – 30% снизить затраты на изготовление строительных материалов по сравнению с их производством из природного сырья, экономия капитальных вложений достигает 35 – 50%. Существует большой класс композитных материалов, в состав которых входят в том или ином виде древесные материалы. Помимо получения материалов с новыми эксплуатационными свойствами производство древесных композитов позволяет экономно использовать древесину, поскольку при этом используется большое количество древесных отходов от других производств.
Композиционные материалы, изготовленные на основе различных целлюлозосодержащих (главным образом, древесных) наполнителей в смеси с синтетическими или минеральными вяжущими являются не только основными материалами для мебельной промышленности, строительства и других отраслей, но и неотъемлемым звеном в системе комплексной переработки древесины, причем это характерно не только для России, но и для всего мира в целом. Производство композиционных материалов является универсальным и совершенным с точки зрения возможностей использования и переработки сырьевых ресурсов, поскольку имеется возможность использования широкого спектра сырья различных размеров и сортов.
Одним из основных способов решения указанной проблемы является технология изготовления древесно-наполненных композиционных материалов на основе цемента – арболита. Однако физико-механические характеристики указанного материала не всегда удовлетворяют необходимым требованиям, а кроме того, с течением времени могут ухудшаться, что особенно касается прочностных характеристик. Поэтому нами была предложена технология производства арболита, в котором предварительно высушенные древесные частицы, выступающие в роли заполнителя, перед обработкой в разрядной камере проходят термическое модифицирование контактно-конвективным способом в среде топочных газов без доступа кислорода воздуха при температуре 190-200 оС в течение 50-60 мин [2], что позволяет снизить гигроскопичность древесных частиц, соответственно препятствует развитию давления набухания в процессе эксплуатации и, как следствие, улучшает эксплуатационные свойства арболита. Применение данной технологии позволяет расширить область применения композиционного материала без существенного снижения его физико-механических характеристик в процессе его эксплуатации.
Установка состоит из расходной емкости с измельченным древесным наполнителем, устройства термического модифицирования древесных частиц, емкости для замачивания частиц заполнителя, смесителя, дозаторов воды, цемента, песка, химических добавок, формовочной станции, пресса и устройства термической обработки.
Устройство термического модифицирования включает камеру сгорания (топку) и барабанную камеру термомодифицирования.
Способ изготовления арболита, осуществляется следующим образом. Частицы предварительно высушенного древесного заполнителя из расходной емкости через трубу со шлюзовым затвором подают в камеру термомодифицирования, в которой в качестве агента обработки используют топочные газы. Топочные газы с температурой 900 – 1000 °С из топки поступают в теплообменник, в котором охлаждаются до температуры 180 – 220 °С, после которого подаются в камеру термомодифицирования. Передача тепла измельченной древесине в барабане осуществляется путем конвекции и непосредственного контакта материала со стенками и деталями внутреннего устройства барабана. Температура отработанного газа на выходе из барабана составляет 150-180 °С. Далее дымосос направляет смесь газа с термически обработанной стружкой в циклон-отделитель, после которого частицы древесного заполнителя через трубу с шлюзовым затвором подают в бункер для термомодифицированной стружки.
Арболитовую смесь приготавливают в смесителе, в который предварительно загружают древесный заполнитель, растворы химических добавок, воду. Продолжительность перемешивания составляет не менее 180 с.
Далее изделие формуют, уплотняют на прессе и подвергают выдержке в тепловой камере.
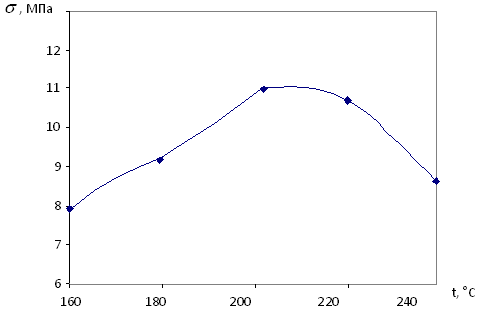
Рис. 1. Кривая изменения предела прочности на сжатие в зависимости от температуры обработки древесного заполнителя
Подготовленные таким образом образцы арболита были выдержаны во влажных условиях в течение 30 суток и далее исследованы на предел прочности на сжатие. Результаты исследований представлены в виде кривой, представленной на рис. 1, из которой видно, что максимальные значения предела прочности на сжатие приходятся на температуру обработки древесных частиц в интервале 190 – 210 °С.
Также установлено, что увеличение прочности материала прямо пропорционально зависит от толщины прослойки связующего.
Таким образом, можно сделать вывод, что более низкая температура обработки в процессе выдержки во влажной среде приводит к развитию давления набухания древесных частиц и, как следствие, снижению предела прочности композиционного материала на сжатие. Оптимальной температурой для термической обработки является температура в интервале 190-210 °С, которая способствует к существенному снижению давления набухания, а также приводит к увеличению прочности арболита на сжатие. Более высокие температуры обработки вызывают значительный химический распад древесинного вещества, что приводит к снижению прочности самого древесного наполнителя и впоследствии к снижению предела прочности арболита.
Список литературы
1. Быстров, А.Ф. Основы для эффективного использования древесных отходов деревообрабатывающего предприятия / А.Ф. Быстров, Э.С. Быстрова // Деревообрабатывающая промышленность. – 1999. –№ 5.
2. Сафин Р.Р. Термомодифицирование древесины в среде топочных газов / Р.Р. Сафин [и др.] // Лесной вестник. – 2010. – № 4. – С. 95 – 99.
УДК 691-419.8
